
上海彬伦阀门有限公司技术服务简介
售后服务
After-sales service
一.售后服务方案
1.现场技术服务
1.1我方现场服务人员的目的是使所供设备安全、正常投运。我方拟抽调技术骨干与服务专家组成现场服务专项工作小组,直接进驻工程现场开展全面的售前、售中与售后服务工作。在投标阶段提供包括服务人员月数的现场服务计划表。如果此人月数不能满足工程需要,我方追加人月数,且不发生费用。
1.2我方现场服务人员具有下列资质:
遵守法纪,遵守现场的各项规章和制度。
有较强的责任感和事业心,按时到位。
了解合同设备的设计,熟悉其结构,有相同或相近机组的现场工作经验,能够正确地进行现场指导。
身体健康,适应现场工作的条件。
我方向招标方提供服务人员情况表(不限于表格中人员),我方可更换不合格的现场服务人员
1.3我方现场服务人员的任务主要包括设备催交、货物的开箱检验、设备质量问题的处理、指导安装和调试、参加试运行和性能验收试验。
1.4在安装和调试前,我方技术服务人员向招标方技术交底,讲解和示范将要进行的程序和方法,对重要工序,我方技术人员要对施工情况进行确认和签证,否则招标方不能进行下一道工序。经我方确认和签证的工序如因我方技术服务人员指导错误而发生问题,我方负全部责任。
1.5我方现场服务人员有权全权处理现场出现的一切技术和商务问题。如现场发生质量问题,我方现场人员要在招标方规定的时间内处理解决。如我方委托招标方进行处理,我方现场服务人员要出委托书并承担相应的经济责任。
1.6我方对其现场服务人员的一切行为负全部责任。
1.7我方现场服务人员的正常来去和更换事先与招标方协商。
1.8当设备发生故障后,在接到招标方书面要求后24小时内给予回复,服务人员在48小时内到达服务现场。
2.培训
2.1为使合同设备能正常安装和运行,我方有责任提供相应的技术培训。培训内容应与工程进度相一致。我方在合同签订后向招标方提供技术培训,培训维修人员和运行操作人员。我方为招标方的待培训人员提供必须的技术资料。
2.2培训计划和内容由我方在投标文件中列出。
2.3培训的时间、人数、地点等具体内容由招投标双方商定。
2.4我方为招标方培训人员提供设备、场地、资料等培训条件,并提供住宿和交通方便。
3.设计联络
有关设计联络的计划、时间、地点和内容要求由招投标双方商定。
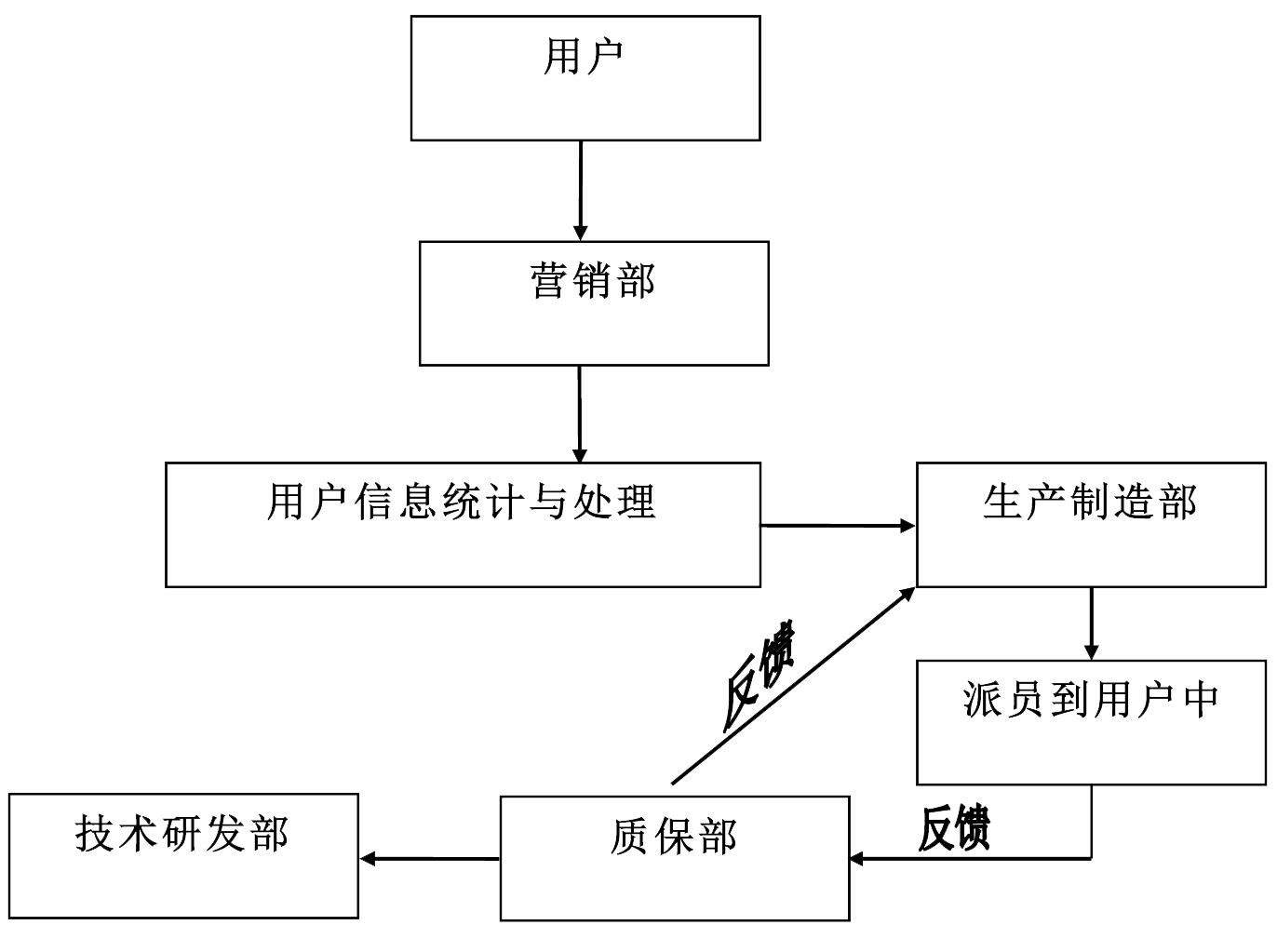
二.售后服务在公司组织机构中的设置情况
三.售后服务承诺
1.原则
1)严格按照合同要求,提供符合设计标准、质量合格的产品。
2)严格检查和控制原材料、原器件、配套的进厂质量。
3)保证所供设备加工工艺完善、检测手段完备。产品决不带缺陷出厂。
4)对涉及分包商的供货、质量、设备性能、技术接口、服务等方面问题负全部责任。按合同规定的关键部件分包商均符合有关资质的要求,并经需方认可。
5)合同规定向监造单位提供有关部门标准和图纸,并为监造提供方便。对监造设备的停工待检部位提前通知需方及监造代表。
6)对设备制造过程中出现的质量缺陷及时向需方和监造代表通报,不隐瞒。若设备缺陷超过合同规定的标准,我方无条件更换。在安装和试运过程中,设备出现质量问题,光处理问题,再分清责任,一切以满足工程进度需要为准则。
7)为所供的设备在制造、运输、装卸过程中投保,一旦发生意外,我方将按需方要求对所供设备尽快进行免费更换、修理。
8)在开箱过程中发现缺件及其他原因引起的零部件丢失,我方负责尽快免费补齐所缺零部件。在设备的安装、调试过程中以及今后在设备运行中发现的质量问题,如没有原因,我方将承担责任,赔偿需方所受到的直接经济损失。
9)投标设备质保期为12月。质保期内无偿提供由于设备本身质量原因造成损坏的零部件。
10)当设备发生故障后,在接到电话后,服务人员在24-48小时内到达服务现场。
2.措施
售前服务:产品订货前期产品介绍、技术交底、质量保证。
售中服务:1)产品使用过程中工厂定期组织技术、质检等服务人员进行用户访问、征询用户对产品质量,使用状况,改进意见诸方面的反馈,以便进一步提高产品质量。
2)对一些较特殊或复杂的产品,工厂安排用户有关人员对产品的使用、故障排除、调试及维修等进行培训。
3)严格按照ISO9001质量管理体系执行,从原材料的采购、配套件的外购、外协件等工序的制造、检测、组装、试车、涂装等各单元进行工艺流程控制,层层把关、环环相扣,依靠的生产工艺和完善加工体系作保证,深化保质保量,产品质量高于一切、让用户满意为宗旨的企业理念。
售后服务:1)我厂产品在质保期内,实行质量三包服务(包退、包换、包修)。
2)对用户投诉质量问题,立即作出反应,售后服务人员在24~48小时赶赴现场。3)对售后服务,要求用户填写服务后的质量,反馈信息表,作出鉴定意见,以便改进我们的服务工作。
4)售后服务部建立售后服务跟踪信息,记录设备发货时间、设备使用情况、贵方联系方式及历次售后服务的记录,定期进行跟踪和回访。
5)每次售后服务结束后,请贵方填写《售后服务工作回单》,回厂后编写《售后服务工作报告》。
6)我公司通过销售渠道,主动向贵方了解产品使用和改进信息,并将贵方的反映和投诉信息整理成专门的台帐,及时反馈到厂内相关部门进行处理,并定期向管理都代表汇报处理结果。
7)公司内售后服务电话:400-021-9678转售后处。
产品质量保证
1)严格按照合同要求,提供符合设计标准、质量合格的产品。
2)严格检查和控制原材料、原器件、配套的进厂质量。
3)保证所供设备加工工艺完善、检测手段完备。产品决不带缺陷出厂;出厂前试验和检验项目及执行标准按有关标准执行。
4)对涉及分包商的供货、质量、设备性能、技术接口、服务等方面问题负全部责任。按合同规定的关键部件分包商均符合有关资质的要求,并经需方认可。
5)合同规定向监造单位提供有关部门标准和图纸,并为监造提供方便。对监造设备的停工待检部位提前通知需方及监造代表,需方可派有关技术人员去供方现场监制。
6)对设备制造过程中出现的质量缺陷及时向需方和监造代表通报,不隐瞒。若设备缺陷超过合同规定的标准,我方无条件更换。在安装和试运过程中,设备出现质量问题,光处理问题,再分清责任,一切以满足工程进度需要为准则。
7)为所供的设备在制造、运输、装卸过程中投保,一旦发生意外,我方将按需方要求对所供设备尽快进行免费更换、修理,我方按招标方提出的时间派专业人员到现场指导安装,提供有关的技术服务。
8)在开箱过程中发现缺件及其他原因引起的零部件丢失,我方负责尽快免费补齐所缺零部件。在设备的安装、调试过程中以及今后在设备运行中发现的质量问题,如没有原因,我方将承担责任,赔偿需方所受到的直接经济损失。
9)投标设备质保期为12月。质保期内无偿提供由于设备本身质量原因造成损坏的零部件。
10)我公司承诺:我方按工期进度完货,保证所供货物质量及良好的售后服务。
质量保证措施
产品质量保证
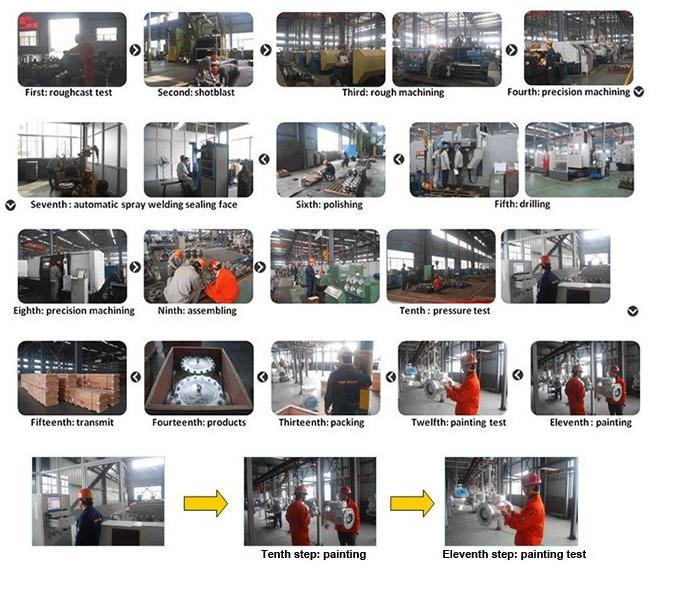
1.产品设计制造工艺及加工措施:
1.1阀门主要零件材料化学成份、机械性能符合中华人民共和国国家材料标准的规定。铸件阀门表面质量按MSS SP-55的规定,材料的修补按ASME B31.3的规定。
1.2阀体的材料有专门定点的合格分供商厂家提供,对阀体材质的质量有严格的人员把关,毛坯出厂提供合格证和材质检验报告。
1.3阀门外表内腔均经喷丸、打磨处理,并经高压防锈液清洁内腔污渍后高温加热去油污喷涂防锈剂。
2.本厂产品的制造精度有工艺、工装保证,设计制造按有关设计工艺标准严格执行。每一个生产工序有检验把关,对每一个零件检验,产品装配后对每一台阀门进行性能和压力试验,符合产品设计图和生产、制造标准。
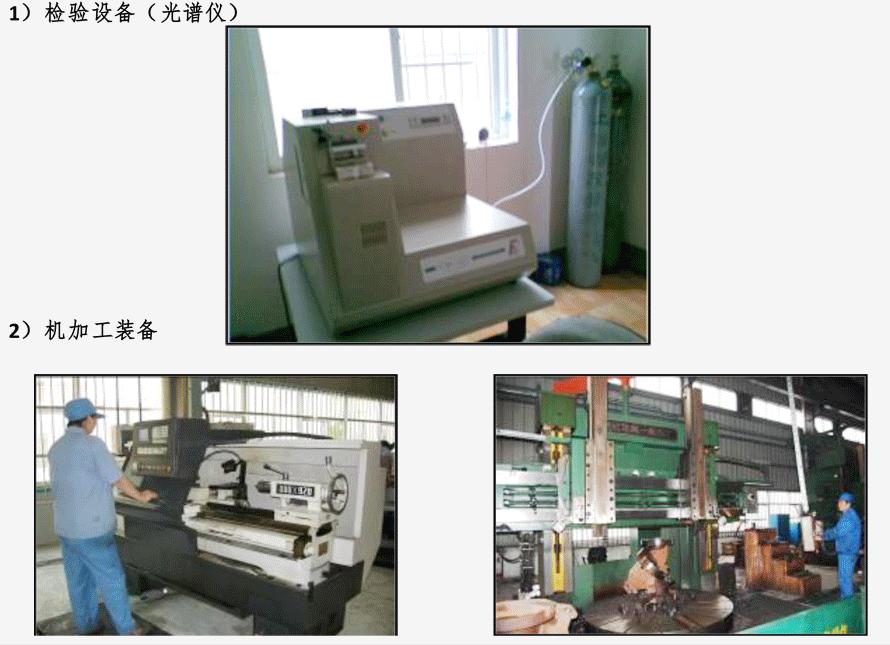
3.本厂产品生产过程采用的工艺加工手段,拥有各类完善的机械加工及检测设备,能满足产品设计及工艺要求,满足产品设计图的需要。
4.阀门整台组装后,按国家检验标准进行阀门压力试验和整体调试,使阀门运转灵活、无卡阻现象,密封件应接触良好,以保证阀门热态工作运行条件下,动作灵活,密封良好。
5.阀门调试完毕后,整体包装汽车运输至现场。
6.未尽事宜按有关规范、标准执行。
工厂检验
1.所有阀门产品及其主要零部件,出厂前必须进行测试检验,合格后方能出厂。直径大于等于DN200mm的各种阀门,在产品出厂前,买方代表有权到卖方工厂目击试验。
2.阀门及其附件的承压部分均需在厂内分别进行水压强度试验,试验压力为公称压力的1.5倍,保压10分钟,以无渗漏水和无结构损伤为合格。
3.阀门总装后应进行密封性水压试验,试验压力取1.1倍公称压力,保压10分钟,以无渗漏现象为合格。
4.按GB/T 13927的规定进行0.6MPa的气密封试验。
5.阀门总装后,应进行启闭试验,以保证动作的灵活性及全开、全关位置的正确。
6.未尽事宜按有关规范、标准执行。
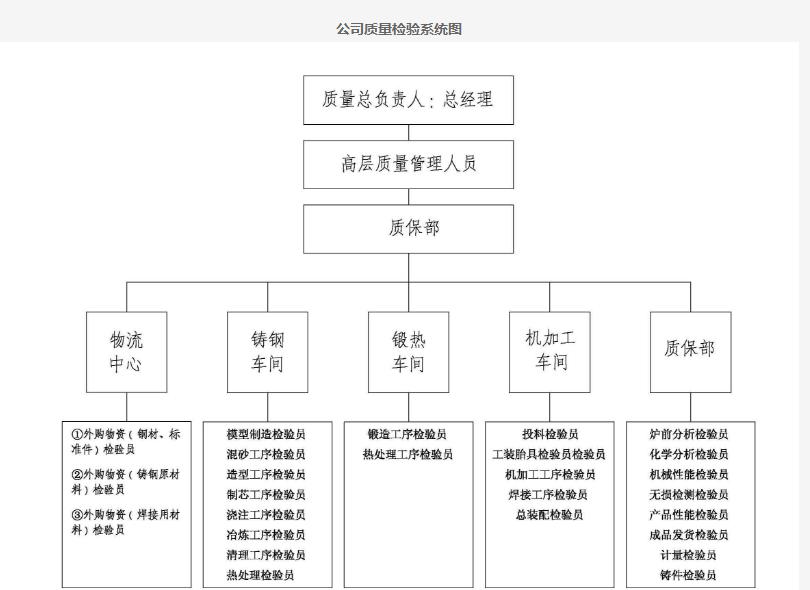
建立完善的质保体系
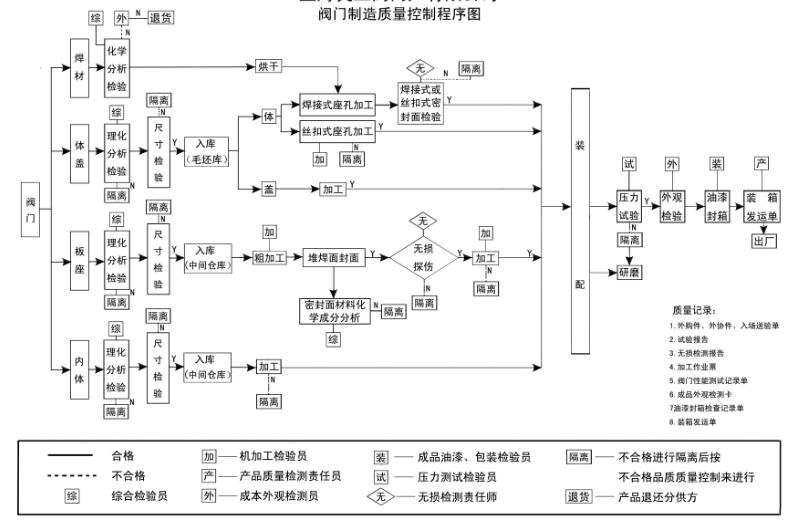
根据阀门各零部件的重要性特性分析,对不同零件的关键制造工艺和质保要求建立完善的质保体系。
一、承压件铸造:为了保证铸件的表面质量,满足MSS SP55标准规定要求,对型砂的质量和造型达到我厂工艺标准要求,对易产生的铸造缺陷的部位设置冒口或放置冷铁,经质保人员见证同意后,方可进行毛坯浇铸准备。在铸钢水熔炼后,须进行红外线光谱分析仪作炉前检查,当化学成分满足标准要求后,方可进行铸件浇铸,首件经热处理后,进行工艺性X光射线检查,对同炉试棒的化学成分和机械性能及金相分析合格后,测量毛坯尺寸和壁厚。并对毛坯进行1/4解剖,检查热结部位是否有夹渣、气孔、缩松、落砂、裂纹等铸造缺陷,经检验合格后,方可投入批量生产。
二、焊接工艺评定:对各种材料的焊接都要进行工艺评定,评定标准完全符合ASME标准要求,经权威机构评定合格,才确定该类材料的焊接工艺路线。
三、密封面堆焊工艺:我厂堆焊材料根据不同工况和用户对材质的不同要求,采用等离子喷涂技术,对不同基体材料可进行铁基合金、镍基合金、钴基硬质合金、巴氏合金、铜合金、哈氏合金、蒙乃尔和第四代密封材料等类型的焊材实施密封面堆焊,并使我厂该类工艺于同行业,满足了石化、冶金、核电、军工、航天对阀门长寿命、低维护、高可靠性的要求。
四、对关键零部件和形位公差,尺寸精度高的阀体和电动装置箱体采用统一基准,一次定位装夹,在我厂四转位加工中心上完成全部机加工,确保零件加工精度,符合技术文件要求。
五、阀座专用工艺:采用外螺纹定位加工阀座两端密封面,确保阀座密封面堆焊层厚度和尺寸精度,确保与阀体装配后的楔角精度,符合技术文件要求。
六、阀体座孔加工:增加了工艺配重,消除机加工中的不平衡力,保证阀座孔的精度、表面粗糙度和形位公差达到技术文件要求。
七、阀杆梯形螺纹采用了高精度专用机床进行高转速低进给的切削方式。在保证加工效率的同时,确保加工精度达到技术文件要求。而且采用梯形螺纹根部应用快速跳刀专用工艺。使得阀杆加工无退刀槽,易于满足API591标准的强度要求。
八、密封面研磨:对不同的密封面采用不同的研磨工艺和工装。
1)平面密封面:采用自动振动研磨和循环+自转游动研磨。使研磨纹路达到菱形丝网状要求。
2)球面密封面:采用研磨具运动+工件摆动组合,使研磨纹路达到菱形丝网状要求。
3)锥面密封面:采用研磨具进退运动+工件自转动组合,使研磨纹路达到菱形丝网状要求。
九、关键焊接和热处理工艺:对钴基硬质合金和第四代密封材料进行多层堆焊,保证喷涂层尺寸达到技术文件要求。并且通过热处理使密封面的硬度达到规定技术指标,且密封面各点硬度均匀。该工艺已作为我厂满足特种工况要求的专利技术。
工厂检验
1.所有阀门产品及其主要零部件,出厂前必须进行测试检验,合格后方能出厂。直径大于等于DN200mm的各种阀门,在产品出厂前,买方代表有权到卖方工厂目击试验。
2.阀门及其附件的承压部分均需在厂内分别进行水压强度试验,试验压力为公称压力的1.5倍,保压10分钟,以无渗漏水和无结构损伤为合格。
3.阀门总装后应进行密封性水压试验,试验压力取1.1倍公称压力,保压10分钟,以无渗漏现象为合格。
4.按API 598的规定进行0.6MPa的气密封试验。
5.阀门总装后,应进行启闭试验,以保证动作的灵活性及全开、全关位置的正确。
6.未尽事宜按有关规范、标准执行。






 语言
语言







